Многолетний опыт эксплуатации торцевых уплотнений, изготавливаемых серийно, показывает их высокую надежность и соответствие заявленным параметрам. Качество выпускаемых ООО НПЦ «АНОД» торцевых уплотнений подтверждается высоким ресурсом и надежностью работы.

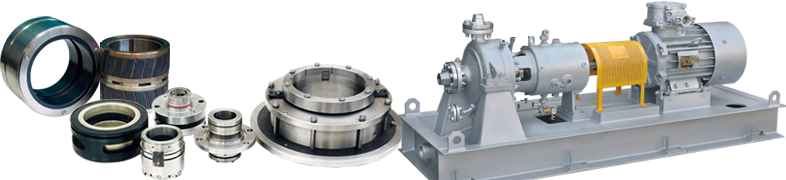
Торцевые уплотнения производства НПЦ АНОД
Имея многолетний опыт проектирования торцевых уплотнений, мы добились создания надежной целостной конструкции. Построенная на предприятии система контроля качества, а также последующие испытания 100% готовых изделий гарантируют надежность работы. Однако выходы из строя торцевых уплотнений в процессе эксплуатации происходят, в основном это связано с неправильным монтажом, эксплуатацией и отсутствием контроля над состоянием агрегата.
Можно выделить несколько основных причин нестабильной работы торцевого уплотнения на динамическом оборудовании:
- неправильный монтаж торцевого уплотнения на оборудование;
- несоответствие реальных условий эксплуатации торцевого уплотнения заявленным характеристикам;
- выход из строя динамического оборудования, на котором установлено торцевое уплотнение и, как следствие, выход из строя самого торцевого уплотнения;
- несоответствие оборудования требованиям по вибрации, осевым перемещениям вала, допускам габаритно-присоединительных размеров, заявленных производителем;
- загрязнение затворной жидкости двойных торцевых уплотнений посторонними предметами, попадание их между вращающимися частями торцевого уплотнения.
Как было сказано выше, одна из основных причин выхода из строя торцевых уплотнений — это неправильный монтаж. Рассмотрим основные ошибки, возникающие при монтажах.
А) Торцевое уплотнение — технически сложный узел, включающий в себя ряд деталей, изготовленных с высокой точностью из труднообрабатываемых керамических и металлических материалов. Поэтому работы по монтажу должны осуществляться технически грамотным, специально обученным персоналом в соответствии с прилагаемыми инструкциями и руководствами. Любое торцевое уплотнение должно легко устанавливаться на посадочные поверхности. Применение ударных методов недопустимо! Удары по торцевому уплотнению неизбежно приведут к разрушению керамических колец пар трения.
Б) Перед монтажом необходимо убедиться в соосности вала агрегата и посадочной поверхности сальниковой камеры, а также в перпендикулярности торца сальниковой камеры. Зачастую эти параметры далеки от максимально возможных. Для нормальной работы торцовых уплотнений их необходимо приводить в норму перед монтажом.
В) При первом монтаже двойного торцового уплотнения приходится производить его подключение к устройствам обеспечения затворной жидкостью. Подключение производится стальными трубопроводами с применением сварки. В этом случае следует обратить особое внимание на чистоту внутренних полостей труб и исключить попадание металлических частей в затворную жидкость впоследствии. Имелось несколько случаев попадания остатков от сварных электродов и кусочков металла после сварки в торцовое уплотнение. Результатом этого было заклинивание импеллеров и даже чрезмерный разогрев частей торцевого уплотнения с последующим его разрушением.
Правильно и грамотно смонтированное торцевое уплотнение — залог его долгой нормальной работы.
Имеют места случаи, когда после установки уплотнений НПЦ «АНОД», учитывая их продолжительную безотказную работу, персонал «забывает» об агрегатах, на которых установлены уплотнения. Но в результате эксплуатации возникают нарушения в работе самого агрегата, такие как износ подшипников, двигателя. Из-за этого возникают вибрации или перемещения валов, недопустимые для дальнейшей эксплуатации торцевых уплотнений. Рекомендуем не мене одного раза в неделю проводить визуальный контроль состояния торцевого уплотнения. В случае необходимости агрегат требуется вовремя выводить в ремонт, не допуская разрушения торцового уплотнения.
Основные материалы торцевых уплотнений изначально выбираются исходя из условий эксплуатации. Поэтому торцовые уплотнения, спроектированные для работы с углеводородами, нельзя использовать для работы с кислотами и т.д. Были случаи, когда одинаковые торцевые уплотнения, работая на поддержания пластового давления при нефтедобычи, на одном месторождении безотказно служили годами, а на другом месторождении коррозировали за месяц. После проведенного анализа перекачиваемой воды выяснилось, что ее состав значительно отличается по кислотности. Поэтому пришлось применять в качестве основных материалов химически стойкие нержавеющие стали.
Для избежания ошибок при работе, эксплуатации и ремонту торцевых уплотнений производства НПЦ «АНОД», рекомендуем обращаться за консультациями и обучением технических специалистов в службу сервиса нашего предприятия, а также в региональные сервисные центры.